
Page 140 - 4699
P. 140
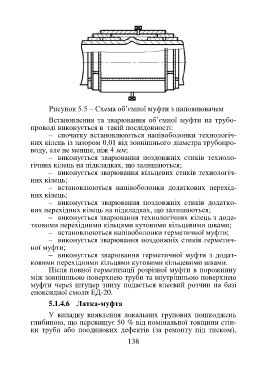
Рисунок 5.5 – Схема об’ємної муфти з наповнювачем
Встановлення та зварювання об’ємної муфти на трубо-
проводі виконується в такій послідовності:
– спочатку встановлюються напівоболонки технологіч-
них кілець із зазором 0,01 від зовнішнього діаметра трубопро-
воду, але не менше, ніж 4 мм;
– виконується зварювання поздовжніх стиків техноло-
гічних кілець на підкладках, що залишаються;
– виконується зварювання кільцевих стиків технологіч-
них кілець;
– встановлюються напівоболонки додаткових перехід-
них кілець;
– виконується зварювання поздовжніх стиків додатко-
вих перехідних кілець на підкладках, що залишаються;
– виконується зварювання технологічних кілець з дода-
тковими перехідними кільцями кутовими кільцевими швами;
– встановлюються напівоболонки герметичної муфти;
– виконується зварювання поздовжніх стиків герметич-
ної муфти;
– виконується зварювання герметичної муфти з додат-
ковими перехідними кільцями кутовими кільцевими швами.
Після повної герметизації розрізної муфти в порожнину
між зовнішньою поверхнею труби та внутрішньою поверхнею
муфти через штуцер знизу подається клеєвий розчин на базі
епоксидної смоли ЕД-20.
5.1.4.6 Латка-муфта
У випадку виявлення локальних групових пошкоджень
глибиною, що перевищує 50 % від номінальної товщини стін-
ки труби або поодиноких дефектів (за ремонту під тиском),
138