
Page 135 - 4699
P. 135
відсутність тріщин пор, тріщин у кожному шарі багатошаро-
вого зварного шва перед накладанням наступного.
Зварний шов облицювального шару перекриває основ-
ний метал в кожну сторону від розробки кромок на відстань
від 2,5 до 3,5 мм і має опуклість висотою від 1 до 3 мм з плав-
ним переходом до основного металу. Для поліпшення якості
зварного з’єднання, початок і кінець кожного шару перемі-
щають один відносно одного на відстань від 20 до 30 мм. Під
час зварювання заповнювальних і облицювальних шарів швів
конструктивних елементів, які виготовлені із сталей з межею
міцності 540 МПа і більше, слідкують за тим, щоб температу-
ра перед накладанням кожного наступного шару була не ниж-
ча ніж 5 ºС. Якщо температура ділянки шва, який треба звари-
ти, знизилась нижче зазначеної величини, то виконують по-
вторний підігрів.
Після завершення зварювання поверхню облицювального
шару зачищають від шлаку та бризок розплавленого металу.
5.1.4 Ремонтні конструкції довгострокової експлуатації
5.1.4.1 Бандаж
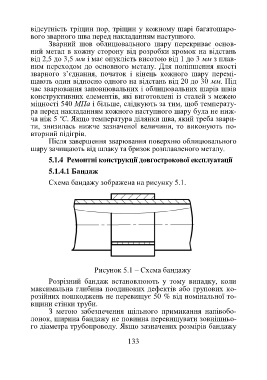
Схема бандажу зображена на рисунку 5.1.
Рисунок 5.1 – Схема бандажу
Розрізний бандаж встановлюють у тому випадку, коли
максимальна глибина поодиноких дефектів або групових ко-
розійних пошкоджень не перевищує 50 % від номінальної то-
вщини стінки труби.
З метою забезпечення щільного примикання напівобо-
лонок, ширина бандажу не повинна перевищувати зовнішньо-
го діаметра трубопроводу. Якщо зазначених розмірів бандажу
133