
Page 141 - 4699
P. 141
максимальні розміри яких перевищують 20 мм, але менші ніж
100 мм, застосовують латку-муфту, схема якої зображена на
рисунку 5.6.
Латки повинні бути витягнуті вздовж округлості труби
або круглі. Мінімальний діаметр латки або її ширина за оваль-
ної форми – від 100 мм, максимальна довжина – не більше ніж
0,5 від зовнішнього діаметра трубопроводу (але не більше ніж
350 мм). Радіус заокруглення латок повинен бути не менший
ніж 60 мм. Кривизну латок виконують такою, яку має зовніш-
ня поверхня трубопроводу.
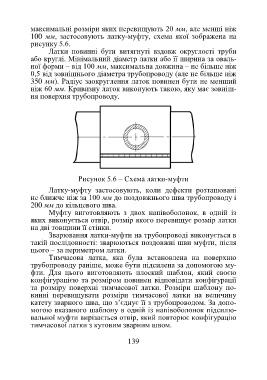
Рисунок 5.6 – Схема латки-муфти
Латку-муфту застосовують, коли дефекти розташовані
не ближче ніж за 100 мм до поздовжнього шва трубопроводу і
200 мм до кільцевого шва.
Муфту виготовляють з двох напівоболонок, в одній із
яких виконується отвір, розмір якого перевищує розмір латки
на дві товщини її стінки.
Зварювання латки-муфти на трубопроводі виконується в
такій послідовності: зварюються поздовжні шви муфти, після
цього – за периметром латки.
Тимчасова латка, яка була встановлена на поверхню
трубопроводу раніше, може бути підсилена за допомогою му-
фти. Для цього виготовляють плоский шаблон, який своєю
конфігурацією та розміром повинен відповідати конфігурації
та розміру поверхні тимчасової латки. Розміри шаблону по-
винні перевищувати розміри тимчасової латки на величину
катету зварного шва, що з’єднує її з трубопроводом. За допо-
могою вказаного шаблону в одній із напівоболонок підсилю-
вальної муфти вирізається отвір, який повторює конфігурацію
тимчасової латки з кутовим зварним швом.
139