
Page 184 - 4531
P. 184
5.14 Наплавлення і напилення
Процеси наплавлення займають важливе місце у
зварювальному виробництві під час ремонту і відновлення
первісних розмірів спрацьованих деталей і виготовленні
нових виробів, для одержання поверхневих шарів, які мають
підвищену твердість, стійкість проти спрацювання,
жароміцність, кислотостійкість та інші спеціальні властивості.
Наплавлення провадять, наносячи розтоплений метал на
поверхню виробу, наріту до оплавлення чи до температури
змочування рідким наплавлюваним металом. Внаслідок
взаємодії розплавленого металу з оплавленою (чи досить
нагрітою) поверхнею деталі між ними утворюються металеві
зв’язки.
Товщина наплавленого металу може бути різна: від 0,5
до 10 мм і більше.
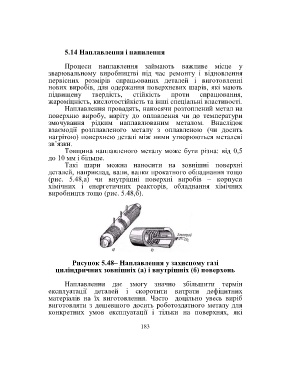
Такі шари можна наносити на зовнішні поверхні
деталей, наприклад, вали, валки прокатного обладнання тощо
(рис. 5.48,а) чи внутрішні поверхні виробів – корпуси
хімічних і енергетичних реакторів, обладнання хімічних
виробництв тощо (рис. 5.48,б).
Рисунок 5.48– Наплавлення у захисному газі
циліндричних зовнішніх (а) і внутрішніх (б) поверхонь
Наплавлення дає змогу значно збільшити термін
експлуатації деталей і скоротити витрати дефіцитних
матеріалів на їх виготовлення. Часто доцільно увесь виріб
виготовляти з дешевшого досить роботоздатного металу для
конкретних умов експлуатації і тільки на поверхнях, які
183