
Page 128 - 4531
P. 128
а б
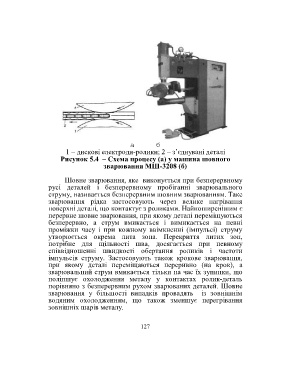
1 – дискові електроди-ролики; 2 – з’єднувані деталі
Рисунок 5.4 – Схема процесу (а) у машина шовного
зварювання МШ-3208 (б)
Шовне зварювання, яке виконується при безперервному
русі деталей і безперервному пробіганні зварювального
струму, називається безперервним шовним зварюванням. Таке
зварювання рідка застосовують через велике нагрівання
поверхні деталі, що контактує з роликами. Найпоширенішим є
перервне шовне зварювання, при якому деталі переміщуються
безперервно, а струм вмикається і вимикається на певні
проміжки часу і при кожному ввімкненні (імпульсі) струму
утворюється окрема лита зона. Перекриття литих зон,
потрібне для щільності шва, досягається при певному
співвідношенні швидкості обертання роликів і частоти
імпульсів струму. Застосовують також крокове зварювання,
при якому деталі переміщаються переривно (на крок), а
зварювальний струм вмикається тільки на час їх зупинки, що
поліпшує охолодження металу у контактах ролик-деталь
порівняно з безперервним рухом зварюваних деталей. Шовне
зварювання у більшості випадків провадять із зовнішнім
водяним охолодженням, що також зменшує перегрівання
зовнішніх шарів металу.
127