
Page 125 - 4531
P. 125
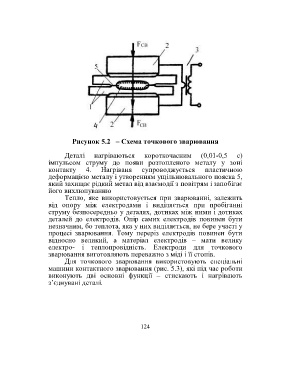
Рисунок 5.2 – Схема точкового зварювання
Деталі нагріваються короткочасним (0,01-0,5 с)
імпульсом струму до появи розтопленого металу у зоні
контакту 4. Нагріваня супроводжується пластичною
деформацією металу і утворенням ущільнювального пояска 5,
який захищає рідкий метал від взаємодії з повітрям і запобігає
його вихлюпуванню
Тепло, яке використовується при зварюванні, залежить
від опору між електродами і виділяється при пробіганні
струму безпосередньо у деталях, дотиках між ними і дотиках
деталей до електродів. Опір самих електродів повинен бути
незначним, бо теплота, яка у них виділяється, не бере участі у
процесі зварювання. Тому переріз електродів повинен бути
відносно великий, а матеріал електродів – мати велику
електро- і теплопровідність. Електроди для точкового
зварювання виготовляють переважно з міді і її стопів.
Для точкового зварювання використовують спеціальні
машини контактного зварювання (рис. 5.3), які під час роботи
виконують дві основні функції – стискають і нагрівають
з’єднувані деталі.
124