
Page 84 - 4526
P. 84
- із збільшенням продуктивності підвищуються чистота
поверхні і точність обробки;
- необхідність очищення електроліту;
- необхідність видалення водню з робочої камери ( при
3
видаленні 1 кг сталі виділяється біля 0,5м водню);
- висока енергоємність процесу (1000 А/год на 1 кг
знятого металу).
Принципово механізм електрохімічного профілювання
полягає у тому, що поверхня заготівлі, зазнаючи
електрохімічного розчинення як анода, одержує на різних
ділянках різну густину струму, відповідно відстані від
профільного катода. У результаті розчинення на цих ділянках
відбувається з різною швидкістю і приводить до утворення
профілю, що представляє собою зворотне зображення катода.
Відповідно до цієї схеми здійснюються всі операції
електрохімічного профілювання, копіювання і т. ін, що
приводять до зміни форми заготівлі.
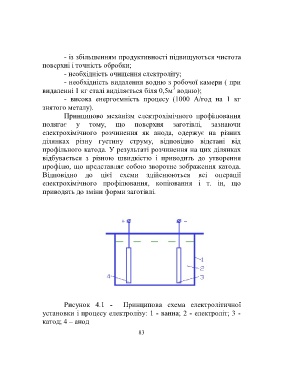
Рисунок 4.1 - Принципова схема електролітичної
установки і процесу електролізу: 1 - ванна; 2 - електроліт; 3 -
катод; 4 – анод
83