
Page 44 - 4526
P. 44
смолою; зсипання надлишків суміші після витримки на моделі
протягом 10—20 с; спікання оболонки при 250—300 °С;
виштовхування оболонки; установку стрижнів; склеювання і
засипання напівформ; заливання, вибивання і очищення литва.
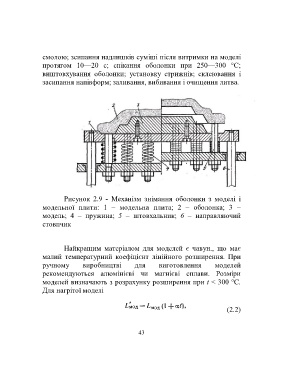
Рисунок 2.9 - Механізм знімання оболонки з моделі і
модельної плити: 1 – модельна плита; 2 – оболонка; 3 –
модель; 4 – пружина; 5 – штовхальник; 6 – направляючий
стовпчик
Найкращим матеріалом для моделей є чавун., що має
малий температурний коефіцієнт лінійного розширення. При
ручному виробництві для виготовлення моделей
рекомендуються алюмінієві чи магнієві сплави. Розміри
моделей визначають з розрахунку розширення при t < 300 °С.
Для нагрітої моделі
(2.2)
43