
Page 30 - 4526
P. 30
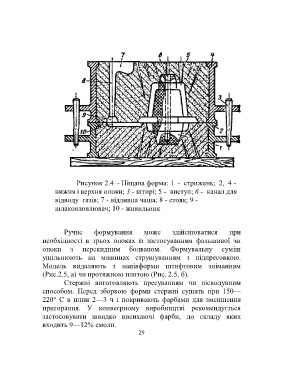
Рисунок 2.4 - Піщана форма: 1 - стрижень; 2, 4 -
нижня і верхня опоки; 3 - штирі ; 5 - виступ; 6 - канал для
відводу газів; 7 - відливна чаша; 8 - стояк; 9 -
шлаковловлювач; 10 - живильник
Ручне формування може здійснюватися при
необхідності в трьох опоках із застосуванням фальшивої чи
опоки з перекидним болваном. Формувальну суміш
ущільнюють на машинах струшуванням з підпресовкою.
Модель видаляють з напівформи штифтовим зніманням
(Рис.2.5, а) чи протяжною плитою (Рис. 2.5, б).
Стержні виготовляють пресуванням чи піскодувним
способом. Перед зборкою форми стержні сушать при 150—
220° С в плин 2—3 ч і покривають фарбами для зменшення
пригорання. У конвеєрному виробництві рекомендується
застосовувати швидко висихаючі фарби, до складу яких
входить 9—12% смоли.
29