
Page 32 - 4526
P. 32
використання, металеві частини яких складають їхню основу і
формують конфігурацію і властивості виливки.
У приладобудуванні литтям в кокіль одержують в
основному виливки з товщиною стінки 5—12 мм з
алюмінієвих, магнієвих сплавів, бронзи і чавуну. При
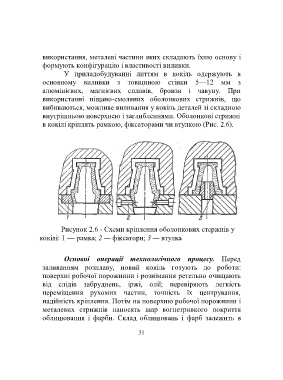
використанні піщано-смоляних оболонкових стрижнів, що
вибиваються, можливе виливання у кокіль деталей зі складною
внутрішньою поверхнею і заглибленнями. Оболонкові стрижні
в кокілі кріплять рамкою, фіксаторами чи втулкою (Рис. 2.6).
Рисунок 2.6 - Схеми кріплення оболонкових стержнів у
кокілі: 1 — рамка; 2 — фіксатори; 3 — втулка
Основні операції технологічного процесу. Перед
заливанням розплаву, новий кокіль готують до роботи:
поверхні робочої порожнини і рознімання ретельно очищають
від слідів забруднень, іржі, олії; перевіряють легкість
переміщення рухомих частин, точність їх центрування,
надійність кріплення. Потім на поверхню робочої порожнини і
металевих стрижнів наносять шар вогнетривкого покриття
облицювання і фарби. Склад облицювань і фарб залежить в
31