
Page 77 - 4313
P. 77
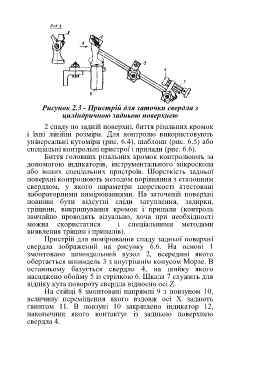
Рисунок 2.3 - Пристрій для заточки свердла з
циліндричною задньою поверхнею
2 спаду по задній поверхні, биття різальних кромок
і їхні лінійні розміри. Для контролю використовують
універсальні кутоміри (рис. 6.4), шаблони (рис. 6.5) або
спеціальні контрольні пристрої і прилади (рис. 6.6).
Биття головних різальних кромок контролюють за
допомогою індикаторів, інструментального мікроскопа
або інших спеціальних пристроїв. Шорсткість задньої
поверхні контролюють методом порівняння з еталонним
свердлом, у якого параметри шорсткості атестовані
лабораторними вимірюваннями. На заточеній поверхні
повинні бути відсутні сліди затуплення, задирки,
тріщини, викришування кромок і припали (контроль
звичайно проводять візуально, хоча при необхідності
можна скористатися і спеціальними методами
виявлення тріщин і припалів).
Пристрій для вимірювання спаду задньої поверхні
свердла зображений на рисунку 6.6. На основі 1
змонтовано шпиндельний вузол 2, всередині якого
обертається шпиндель 3 з внутрішнім конусом Морзе. В
останньому базується свердло 4, на шийку якого
насаджено обойму 5 із стрілкою 6. Шкала 7 служить для
відліку кута повороту свердла відносно осі Z.
На стійці 8 змонтовані напрямні 9 з повзуном 10,
величину переміщення якого вздовж осі Х задають
гвинтом 11. В повзуні 10 закріплено індикатор 12,
наконечник якого контактує із задньою поверхнею
свердла 4.