
Page 75 - 4313
P. 75
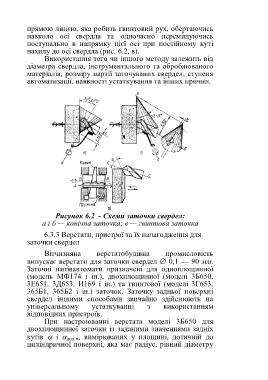
прямою лінією, яка робить гвинтовий рух, обертаючись
навколо осі свердла та одночасно переміщуючись
поступально в напрямку цієї осі при постійному куті
нахилу до осі свердла (рис. 6.2, в).
Використання того чи іншого методу залежить від
діаметра свердла, інструментального та оброблюваного
матеріалів, розміру партії заточуваних свердел, ступеня
автоматизації, наявності устаткування та інших причин.
Рисунок 6.2 - Схеми заточки свердел:
а і б — конічна заточка; в — гвинтова заточка
6.3.3 Верстати, пристрої та їх налагодження для
заточки свердел
Вітчизняна верстатобудівна промисловість
випускає верстати для заточки свердел 0,1 — 90 мм.
Заточні напівавтомати призначені для одноплощинної
(модель МФ174 і ін.), двохплощинної (моделі 3Б650,
3Е651, 3Д653, И169 і ін.) та гвинтової (моделі 3Г653,
365Б1, 365Б2 і ін.) заточок. Заточку задньої поверхні
свердел іншими способами звичайно здійснюють на
універсальному устаткуванні з використанням
відповідних пристроїв.
При настроюванні верстата моделі 3Б650 для
двохплощинної заточки із заданими значеннями задніх
кутів і доп.n, вимірюваних у площині, дотичній до
циліндричної поверхні, яка має радіус, рівний діаметру