
Page 74 - 4313
P. 74
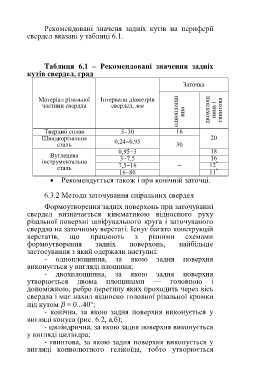
Рекомендовані значеня задніх кутів на периферії
свердел вказані у таблиці 6.1.
Таблиця 6.1 – Рекомендовані значення задніх
кутів свердел, град
Заточка
одноплощи нна двохплощ инна і
Матеріал різальної Інтервали діаметрів
частини свердла свердел, мм гвинтова
Твердий сплав 530 16
Швидкорізальна 20
сталь 0,240,95 30
0,953 18
Вуглецева 37,5 16
інструментальна *
сталь 7,516 12 *
1680 11
Рекомендується також і при конічній заточці.
6.3.2 Методи заточування спіральних свердел
Формоутворення задніх поверхонь при заточуванні
свердел визначається кінематикою відносного руху
різальної поверхні шліфувального круга і заточуваного
свердла на заточному верстаті. Існує багато конструкцій
верстатів, що працюють з різними схемами
формоутворення задніх поверхонь, найбільше
застосування з який одержали наступні:
- одноплощинна, за якою задня поверхня
виконується у вигляді площини;
- двохплощинна, за якою задня поверхня
утворюється двома площинами — головною і
допоміжною, ребро перетину яких проходить через вісь
свердла і має нахил відносно головної різальної кромки
під кутом = 0...40°;
- конічна, за якою задня поверхня виконується у
вигляді конуса (рис. 6.2, а,б);
- циліндрична, за якою задня поверхня виконується
у вигляді циліндра;
- гвинтова, за якою задня поверхня виконується у
вигляді конволютного гелікоїда, тобто утворюється