
Page 435 - 4304
P. 435
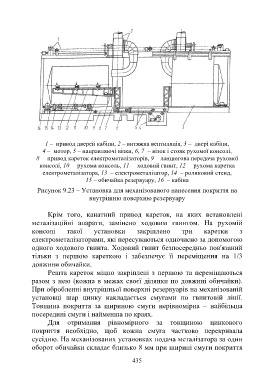
1 – привод дверей кабіни, 2 – витяжна вентиляція, 3 – двері кабіни,
4 – мотор, 5 – направляючі візки, 6, 7 – візок і стояк рухомої консолі,
8 – привод кареток електрометалізаторів, 9 – ланцюгова передача рухомої
консолі, 10 – рухома консоль, 11 – ходовий гвинт, 12 – рухома каретка
електрометалізатора, 13 – електрометалізатор, 14 – роликовий стенд,
15 – обичайка резервуару, 16 – кабіна
Рисунок 9.23 – Установка для механізованого нанесення покриття на
внутрішню поверхню резервуару
Крім того, канатний привод кареток, на яких встановлені
металізаційні апарати, замінено ходовим гвинтом. На рухомій
консолі такої установки закріплено три каретки з
електрометалізаторами, які пересуваються одночасно за допомогою
одного ходового гвинта. Ходовий гвинт безпосередньо пов'язаний
тільки з першою кареткою і забезпечує її переміщення на 1/3
довжини обичайки.
Решта кареток міцно закріплені з першою та переміщаються
разом з нею (кожна в межах своєї ділянки по довжині обичайки).
При обробленні внутрішньої поверхні резервуарів на механізованій
установці шар цинку накладається смугами по гвинтовій лінії.
Товщина покриття за шириною смуги нерівномірна – найбільша
посередині смуги і найменша по краях.
Для отримання рівномірного за товщиною цинкового
покриття необхідно, щоб кожна смуга частково перекривала
сусідню. На механізованих установках подача металізатора за один
оборот обичайки складає близько 8 мм при ширині смуги покриття
435