
Page 382 - 4304
P. 382
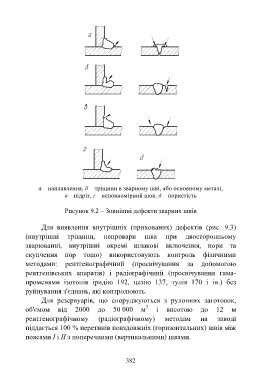
а – наплавлення, б – тріщини в зварному шві, або основному металі,
в – підріз, г – неповномірний шов, д – пористість
Рисунок 9.2 – Зовнішні дефекти зварних швів
Для виявлення внутрішніх (прихованих) дефектів (рис. 9.3)
(внутрішні тріщини, непровари шва при двосторонньому
зварюванні, внутрішні окремі шлакові включення, пори та
скупчення пор тощо) використовують контроль фізичними
методами: рентгенографічний (просвічування за допомогою
рентгенівських апаратів) і радіографічний (просвічування гама-
променями ізотопів іридію 192, цезію 137, тулія 170 і ін.) без
руйнування з'єднань, які контролюють.
Для резервуарів, що споруджуються з рулонних заготовок,
3
об'ємом від 2000 до 50 000 м і висотою до 12 м
рентгенографічному (радіографічному) методам на заводі
піддається 100 % перетинів повздовжніх (горизонтальних) швів між
поясами I і II з поперечними (вертикальними) швами.
382