
Page 380 - 4304
P. 380
заготовок деталей; що відправляються на збирання, і якість
підготовки кромок, збирання і зварювання.
Кількість металу, що наплавляється, час зварювання, витрата
електроенергії і залишкові деформації залежать від ретельності
підготовки кромок, точності розмірів і кутів їх скосу, чистоти
поверхні металу.
Перевірка якості збирання полотнищ на стендах полягає у
контролі форми кромок і розмірів проміжків між зварними
з'єднаннями і вивідними планками відповідно до нормативних
документів, а в конструкціях із сталей класу С60/45 – відповідно до
спеціальних вказівок у кресленнях. Якщо маленькі проміжки, то
можливі непровари кореня шва, а якщо великі – пропалення. При
зовнішньому огляді в прихватах не повинно бути тріщин, а на їх
поверхні – шлаку і бризок зварювання. При виявленні цих та інших
дефектів прихвати видаляють шліфувальними машинами і
виконують знов.
При збиранні щитів покриттів коробів плаваючих покрівель
(понтонів) та інших елементів резервуарних конструкцій під
зварювання в кондукторах, або на стелажах необхідно
контролювати проміжки між зварюваними кромками деталей і їх
розміри. Відхилення від проектних розмірів довжини оправного
елементу і поперечного перетину короба понтонів і плаваючих
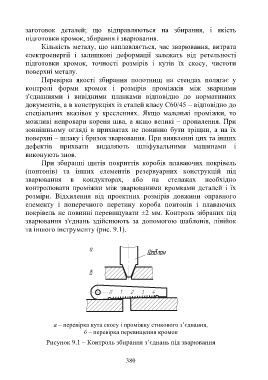
покрівель не повинні перевищувати ±2 мм. Контроль зібраних під
зварювання з'єднань здійснюють за допомогою шаблонів, лінійок
та іншого інструменту (рис. 9.1).
а – перевірка кута скосу і проміжку стикового з’єднання,
б – перевірка перевищення кромок
Рисунок 9.1 – Контроль збирання з’єднань під зварювання
380