
Page 200 - 4304
P. 200
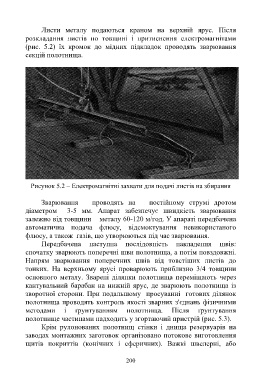
Листи металу подаються краном на верхній ярус. Після
розкладання листів по товщині і притиснення електромагнітами
(рис. 5.2) їх кромок до мідних підкладок проводять зварювання
секцій полотнища.
Рисунок 5.2 – Електромагнітні захвати для подачі листів на збирання
Зварювання проводять на постійному струмі дротом
діаметром 3-5 мм. Апарат забезпечує швидкість зварювання
залежно від товщини металу 60-120 м/год. У апараті передбачена
автоматична подача флюсу, відсмоктування невикористаного
флюсу, а також газів, що утворюються під час зварювання.
Передбачена наступна послідовність накладення швів:
спочатку зварюють поперечні шви полотнища, а потім повздовжні.
Напрям зварювання поперечних швів від товстіших листів до
тонких. На верхньому ярусі проварюють приблизно 3/4 товщини
основного металу. Зварені ділянки полотнища переміщають через
кантувальний барабан на нижній ярус, де зварюють полотнища із
зворотної сторони. При подальшому просуванні готових ділянок
полотнища проводять контроль якості зварних з'єднань фізичними
методами і ґрунтуванням полотнища. Після ґрунтування
полотнище частинами надходить у згортаючий пристрій (рис. 5.3).
Крім рулонованих полотнищ стінки і днища резервуарів на
заводах монтажних заготовок організовано потокове виготовлення
щитів покриттів (конічних і сферичних). Важкі швелерні, або
200