
Page 258 - 4302
P. 258
бічні поверхні. При правильній експлуатації катод-інструмент прак-
тично не зношується.
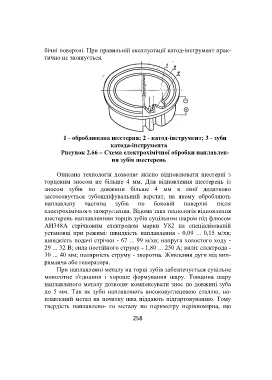
1 - оброблювана шестерня; 2 - катод-інструмент; 3 - зуби
катода-інструмента
Рисунок 2.66 – Схема електрохімічної обробки наплавлен-
ня зубів шестерень
Описана технологія дозволяє якісно відновлювати шестерні з
торцевим зносом не більше 4 мм. Для відновлення шестерень із
зносом зубів по довжини більше 4 мм в лінії додатково
застосовується зубошліфувальний верстат, на якому обробляють
наплавлену частина зубів по боковій поверхні після
електрохімічного заокруглення. Відома така технологія відновлення
шестерень наплавленням торців зубів суцільним шаром під флюсом
АН348А стрічковим електродом марки У82 на спеціалізованій
установці при режимі: швидкість наплавлення - 0,09 ... 0,15 м/хв;
швидкість подачі стрічки - 67 ... 99 м/хв; напруга холостого ходу -
29 ... 32 В; сила постійного струму - 1,80 ... 250 А; виліт електрода -
30 ... 40 мм; полярність струму - зворотна. Живлення дуги від вип-
рямляча або генератора.
При наплавленні металу на торці зубів забезпечується суцільне
монолітне з'єднання і хороше формування шару. Товщина шару
наплавленого металу дозволяє компенсувати знос по довжині зуба
до 5 мм. Так як зуби наплавляють високовуглецевою сталлю, на-
плавлений метал на початку шва піддають підгартовуванню. Тому
твердість наплавлено- го металу по периметру нерівномірна, що
258