
Page 175 - 4302
P. 175
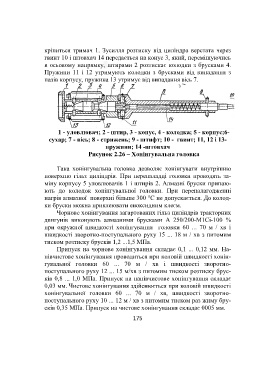
кріпиться тримач 1. Зусилля розтиску від циліндра верстата через
гвинт 10 і штовхач 14 передається на конус 3, який, переміщуючись
в осьовому напрямку, штирями 2 розтискає колодки з брусками 4.
Пружини 11 і 12 утримують колодки з брусками від випадання з
пазів корпусу, пружина 13 утримує від випадання вісь 7.
1 - уловлювач; 2 - штир, 3 - конус, 4 - колодка; 5 - корпус;6-
сухар; 7 - вісь; 8 - стрижень; 9 - штифт; 10 - гвинт; 11, 12 і 13-
пружини; 14 -штовхач
Рисунок 2.26 – Хонінгувальна головка
Така хонінгувальна головка дозволяє хонінгувати внутрішню
поверхню гільз циліндрів. При переналадці головки проводять за-
міну корпусу 5 уловлювачів 1 і штирів 2. Алмазні бруски припаю-
ють до колодок хонінгувальної головки. При переналагодженні
нагрів алмазної поверхні більше 300 °С не допускається. До колод-
ки бруски можна приклеювати епоксидним клеєм.
Чорнове хонінгування загартованих гільз циліндрів тракторних
двигунів виконують алмазними брусками А 250/200-М1Сі-100 %
при окружної швидкості хонінгування головки 60 ... 70 м / хв і
швидкості зворотно-поступального руху 15 ... 18 м / хв з питомим
тиском розтиску брусків 1,2 ...1,5 МПа.
Припуск на чорнове хонінгування складає 0,1 ... 0,12 мм. На-
півчистове хонінгування проводиться при коловій швидкості хонін-
гувальної головки 60 ... 70 м / хв і швидкості зворотно-
поступального руху 12 ... 15 м/хв з питомим тиском розтиску брус-
ків 0,8 ... 1,0 МПа. Припуск на напівчистове хонінгування складає
0,03 мм. Чистове хонінгування здійснюється при коловій швидкості
хонінгувальної головки 60 ... 70 м / хв, швидкості зворотно-
поступального руху 10 ... 12 м / хв з питомим тиском раз жиму бру-
сків 0,35 МПа. Припуск на чистове хонінгування складає 0005 мм.
175