
Page 111 - 4302
P. 111
поверхонь деталей (хромування, залізнення й ін.), для захисту дета-
лей від корозії (цинкування, бронзування, оксидування, фосфату-
вання і ін.), для захисно-декоративних цілей (нікелювання, хрому-
вання, цинкування, оксидування й ін.), для спеціальних цілей, зок-
рема поліпшення припрацювання поверхонь деталей (міднення,
лудіння, свинцювання й ін.), що труться, для захисту від навугле-
цювання при цементації (міднення). Найчастіше мета покриття є
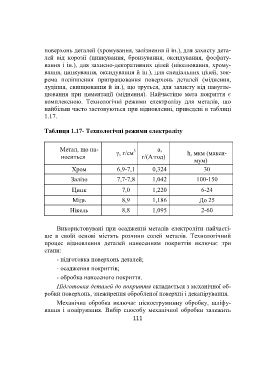
комплексною. Технологічні режими електролізу для металів, що
найбільш часто застовуються при відновленні, приведені в таблиці
1.17.
Таблиця 1.17- Технологічні режими електролізу
Метал, що на- γ, г/см 3 а,
носиться г/(А∙год) h, мкм (макси-
мум)
Хром 6,9-7,1 0,324 30
Залізо 7,7-7,8 1,042 100-150
Цинк 7,0 1,220 6-24
Мідь 8,9 1,186 До 25
Нікель 8,8 1,095 2-60
Використовувані при осадженні металів електроліти найчасті-
ше в своїй основі містять розчини солей металів. Технологічний
процес відновлення деталей нанесенням покриттів включає три
етапи:
- підготовка поверхонь деталей;
- осадження покриттів;
- обробка нанесеного покриття.
Підготовка деталей до покриття складається з механічної об-
робки поверхонь, знежирення обробленої поверхні і декапірування.
Механічна обробка включає піскоструминну обробку, шліфу-
вання і полірування. Вибір способу механічної обробки залежить
111