
Page 27 - 35
P. 27
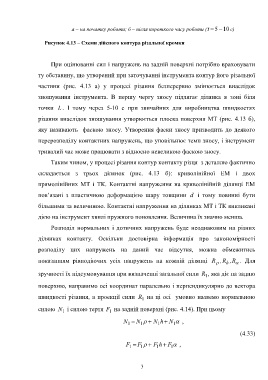
а – на початку роботи; б – після короткого часу роботи ( t 5 10 с)
Рисунок 4.13 – Схеми дійсного контура різальної кромки
При оцінюванні сил і напружень на задній поверхні потрібно враховувати
ту обставину, що утворений при заточуванні інструмента контур його різальної
частини (рис. 4.13 а) у процесі різання безперервно змінюється внаслідок
зношування інструмента. В першу чергу зносу підлягає ділянка в зоні біля
точки L . І тому через 5-10 с при звичайних для виробництва швидкостях
різання внаслідок зношування утворюється плоска поверхня МТ (рис. 4.13 б),
яку називають фаскою зносу. Утворення фаски зносу призводить до деякого
перерозподілу контактних напружень, що уповільнює темп зносу, і інструмент
тривалий час може працювати з відносно невеликою фаскою зносу.
Таким чином, у процесі різання контур контакту різця з деталлю фактично
складається з трьох ділянок (рис. 4.13 б): криволінійної ЕМ і двох
прямолінійних МТ і ТК. Контактні напруження на криволінійній ділянці ЕМ
пов’язані з пластичною деформацією шару товщини d і тому повинні бути
більшими за величиною. Контактні напруження на ділянках МТ і ТК викликані
дією на інструмент хвилі пружного поновлення. Величина їх значно менша.
Розподіл нормальних і дотичних напружень буде неоднаковим на різних
ділянках контакту. Оскільки достовірна інформація про закономірності
розподілу цих напружень на даний час відсутня, можна обмежитись
показанням рівнодіючих усіх напружень на кожній ділянці R R , h R , . Для
зручності їх підсумовування при визначенні загальної сили R , яка діє на задню
1
поверхню, направимо осі координат паралельно і перпендикулярно до вектора
швидкості різання, а проекції сили R на ці осі умовно назвемо нормальною
1
силою N і силою тертя F на задній поверхні (рис. 4.14). При цьому
1
1
N N 1 N 1 h N 1 ,
1
(4.33)
F F 1 F 1 h F 1 ,
1
3