
Page 213 - 35
P. 213
Глина 3 4 5 6 8 1
D D D D D 0D
різання
до
Коефіцієнт K 1, 0, 0, 0, 0, 0,
ev
0 85 75 7 6 5
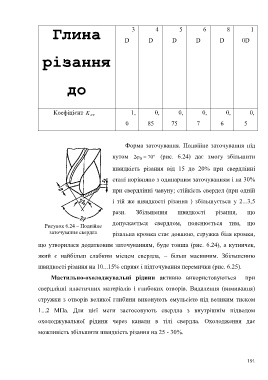
Форма заточування. Подвійне заточування під
кутом 2 0 70 (рис. 6.24) дає змогу збільшити
швидкість різання від 15 до 20% при свердлінні
сталі порівняно з одинарним заточуванням і на 30%
при свердлінні чавуну; стійкість свердел (при одній
і тій же швидкості різання ) збільшується у 2...3,5
рази. Збільшення швидкості різання, що
допускається свердлом, пояснюється тим, що
Рисунок 6.24 – Подвійне
заточування свердла різальна кромка стає довшою, стружка біля кромки,
що утворилася додатковим заточуванням, буде тонша (рис. 6.24), а кутничек,
який є найбільш слабким місцем свердла, – більш масивним. Збільшенню
швидкості різання на 10...15% сприяє і підточування перемички (рис. 6.25).
Мастильно-охолоджувальні рідини активно використовуються при
свердлінні пластичних матеріалів і глибоких отворів. Видалення (вимивання)
стружки з отворів великої глибини виконують емульсією під великим тиском
1...2 МПа. Для цієї мети застосовують свердла з внутрішнім підводом
охолоджувальної рідини через канали в тілі свердла. Охолодження дає
можливість збільшити швидкість різання на 25 - 30%.
191