
Page 176 - 35
P. 176
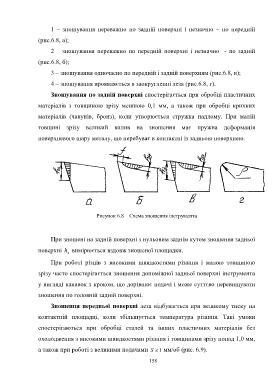
1 – зношування переважно по задній поверхні і незначно – по передній
(рис.6.8, а);
2 – зношування переважно по передній поверхні і незначно - по задній
(рис.6.8, б);
3 – зношування одночасно по передній і задній поверхням (рис.6.8, в);
4 – зношування проявляється в заокругленні леза (рис.6.8, г).
Зношування по задній поверхні спостерігається при обробці пластичних
матеріалів з товщиною зрізу меншою 0,1 мм, а також при обробці крихких
матеріалів (чавунів, бронз), коли утворюється стружка надлому. При малій
товщині зрізу великий вплив на зношення має пружна деформація
поверхневого шару металу, що перебуває в контактні із задньою поверхнею.
Рисунок 6.8 – Схема зношення інструмента
При зношені на задній поверхні з нульовим заднім кутом зношення задньої
поверхні h вимірюється вздовж зношеної площадки.
з
При роботі різців з високими швидкостями різання і малою товщиною
зрізу часто спостерігається зношення допоміжної задньої поверхні інструмента
у вигляді канавок з кроком, що дорівнює подачі і може суттєво перевищувати
зношення по головній задній поверхні.
Зношення передньої поверхні леза відбувається при великому тиску на
контактній площадці, коли збільшується температура різання. Такі умови
спостерігаються при обробці сталей та інших пластичних матеріалів без
охолодження з високими швидкостями різання і товщинами зрізу понад 1,0 мм,
а також при роботі з великими подачами S 1 мм/об (рис. 6.9).
158