
Page 172 - 35
P. 172
розчин вуглецю, вольфраму, титану, кобальту в -залізі 2 і дальше можливе
утворення інтерметаліду 3 у вигляді залізовольфрамового або більш складного
карбіду. Останній шар більш крихкий і розміцнений. Це призводить до зрізу з
контактних поверхонь інструмента шарів інструментального матеріалу
стружкою, яка рухається . Цьому сприяє і те, що залізо швидко втілюється в
твердий сплав по границях зерен, послаблює зв’язки між окремими блоками
твердого сплаву, і їх зріз можливий до остаточної втрати цих зв’язків.
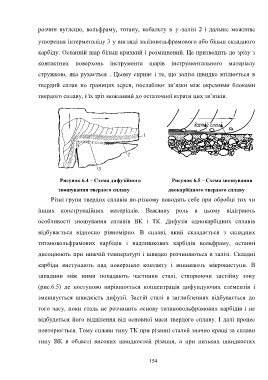
Рисунок 6.4 – Схема дифузійного Рисунок 6.5 – Схема зношування
зношування твердого сплаву двокарбідного твердого сплаву
Різні групи твердих сплавів по-різному поводять себе при обробці тих чи
інших конструкційних матеріалів. Важливу роль в цьому відіграють
особливості зношування сплавів ВК і ТК. Дифузія однокарбідних сплавів
відбувається відносно рівномірно. В сплаві, який складається з складних
титановольфрамових карбідів і надлишкових карбідів вольфраму, останні
дисоціюють при нижчій температурі і швидко розчиняються в залізі. Складні
карбіди виступають над поверхнею контакту і виникають мікровиступи. В
западини між ними попадають частинки сталі, створюючи застійну зону
(рис.6.5) де поступово вирівнюється концентрація дифундуючих елементів і
зменшується швидкість дифузії. Застій сталі в заглибленнях відбувається до
того часу, поки сталь не розчинить основу титановольфрамових карбідів і не
відбудеться його відділення від основної маси твердого сплаву. І далі процес
повторюється. Тому сплави типу ТК при різанні сталей значно кращі за сплави
типу ВК в області високих швидкостей різання, а при низьких швидкостях
154