
Page 157 - 35
P. 157
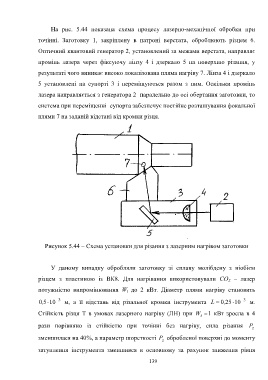
На рис. 5.44 показана схема процесу лазерно-механічної обробки при
точінні. Заготовку 1, закріплену в патроні верстата, оброблюють різцем 6.
Оптичний квантовий генератор 2, установлений за межами верстата, направляє
промінь лазера через фіксуючу лінзу 4 і дзеркало 5 на поверхню різання, у
результаті чого виникає високо локалізована пляма нагріву 7. Лінза 4 і дзеркало
5 установлені на супорті 3 і переміщуються разом з ним. Оскільки промінь
лазера направляється з генератора 2 паралельно до осі обертання заготовки, то
система при переміщенні супорта забезпечує постійне розташування фокальної
плями 7 на заданій відстані від кромки різця.
Рисунок 5.44 – Схема установки для різання з лазерним нагрівом заготовки
У даному випадку обробляли заготовку зі сплаву молібдену з ніобієм
різцем з пластиною із ВК8. Для нагрівання використовували СО 2 – лазер
потужністю випромінювання W i до 2 кВт. Діаметр плями нагріву становить
3 3
0, 5 10 м, а її відстань від різальної кромки інструмента L 0, 25 10 м.
Стійкість різця Т в умовах лазерного нагріву (ЛН) при W i 1 кВт зросла в 4
рази порівняно із стійкістю при точінні без нагріву, сила різання P
z
зменшилася на 40%, а параметр шорсткості P обробленої поверхні до моменту
z
затуплення інструмента зменшився в основному за рахунок зниження рівня
139