
Page 158 - 35
P. 158
вібрації. При ЛН локалізація теплової енергії більш висока, ніж при ПН. Крім
того, простота зміни енергетичних і просторових характеристик лазерного
променя, можливість підводу випромінювання у важкодоступні місця,
безшумність і висока стабільність процесу дають можливість зробити висновок
про те, що обробка з ЛН у найближчий перспективі буде одним із
найефективніших способів різання, особливо важкооброблюваних матеріалів.
Вибір раціональної конструкції різальної частини інструмента
З точки зору теплофізики процесу доцільно, наприклад, обмежити
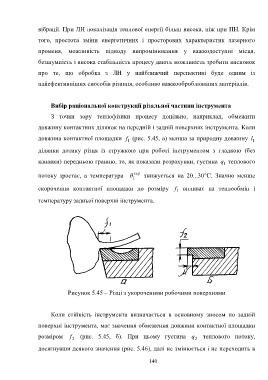
довжину контактних ділянок на передній і задній поверхнях інструмента. Коли
довжина контактної площадки f (рис. 5.45, а) менша за природну довжину l
1
1
ділянки дотику різця із стружкою при роботі інструментом з гладкою (без
канавки) передньою гранню, то, як показали розрахунки, густина q теплового
1
сер
потоку зростає, а температура знижується на 20...30С. Значно менше
1
скорочення контактної площадки до розміру f впливає на теплообмін і
1
температуру задньої поверхні інструмента.
Рисунок 5.45 – Різці з укороченими робочими поверхнями
Коли стійкість інструмента визначається в основному зносом по задній
поверхні інструмента, має значення обмеження довжини контактної площадки
розміром f (рис. 5.45, б). При цьому густина q теплового потоку,
2
2
досягнувши деякого значення (рис. 5.46), далі не змінюється і не переходить в
140