
Page 152 - 35
P. 152
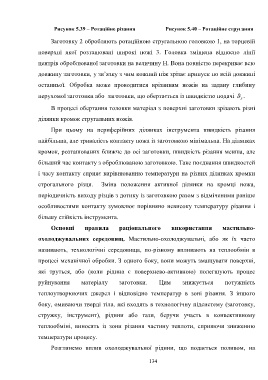
Рисунок 5.39 – Ротаційне різання Рисунок 5.40 – Ротаційне стругання
Заготовку 2 обробляють ротаційною стругальною головкою 1, на торцевій
поверхні якої розташовані широкі ножі 3. Головка зміщена відносно лінії
центрів оброблюваної заготовки на величину Н. Вона повністю перекриває всю
довжину заготовки, у зв’язку з чим кожний ніж зрізає припуск по всій довжині
останньої. Обробка може проводитися врізанням ножів на задану глибину
нерухомої заготовки або заготовки, що обертається із швидкістю подачі .
s
В процесі обертання головки матеріал з поверхні заготовки зрізають різні
ділянки кромок стругальних ножів.
При цьому на периферійних ділянках інструмента швидкість різання
найбільша, але тривалість контакту ножа із заготовкою мінімальна. На ділянках
кромок, розташованих ближче до осі заготовки, швидкість різання менша, але
більший час контакту з оброблюваною заготовкою. Таке поєднання швидкостей
і часу контакту сприяє вирівнюванню температури на різних ділянках кромки
строгального різця. Зміна положення активної ділянки на кромці ножа,
періодичність виходу різців з дотику із заготовкою разом з відміченими раніше
особливостями контакту зумовлює порівняно невисоку температуру різання і
більшу стійкість інструмента.
Основні правила раціонального використання мастильно-
охолоджувальних середовищ. Мастильно-охолоджувальні, або як їх часто
називають, технологічні середовища, по-різному впливають на теплообмін в
процесі механічної обробки. З одного боку, вони можуть змащувати поверхні,
які труться, або (коли рідина є поверхнево-активною) полегшують процес
руйнування матеріалу заготовки. Цим знижується потужність
теплоутворюючих джерел і відповідно температур в зоні різання. З іншого
боку, омиваючи тверді тіла, які входять в технологічну підсистему (заготовку,
стружку, інструмент), рідини або гази, беручи участь в конвективному
теплообміні, виносять із зони різання частину теплоти, сприяючи зниженню
температури процесу.
Розглянемо вплив охолоджувальної рідини, що подається поливом, на
134