
Page 13 - 6885
P. 13
3.3 Скласти план механічної обробки для кожної поверхні зокрема.
3.4 Згрупувати однакові переходи механічної обробки на одну
операцію.
3.5 Оформити операції в певну послідовність (орієнтовно вибрати
при цьому верстат, інструмент, пристрій на кожний перехід).
3.6 Скласти маршрут механічної обробки з послідовних операцій.
Слід враховувати (6, 11), що точність на кожному наступному
переході обробки підвищується – на чорнових переходах на 1-3 квалітети
точності розміру та на 1-3 степені точності форми, на чистових – відповідно
на 1-2 квалітети та на 1-2 степені точності форми.
Таким чином, основне завдання технолога полягає в забезпеченні
точності і якості перерхонь, всіх інших технічних вимог, які задані
конструктором на кресленні, виходячи з призначення деталі. З цією метою,
перш за все необхідно встановити викінчувальний метод, тобто останній
перехід механічної обробки, який дозволяє досягнути задану точність кожної
поверхні деталі. Цей перехід (метод обробки) орієнтовно можна визначити за
схемами (рис. 3.1-3.3), розробленим асистентом кафедри технології
машинобудування ІФНТУНГ Палійчук І.І., або використовуючи при цьому
довідковий матеріал (4, 6, 11).
Другий шлях пошуку методів обробки поверхонь – визначення числа
ступенів та методів обробки на основі використання типових планів обробки
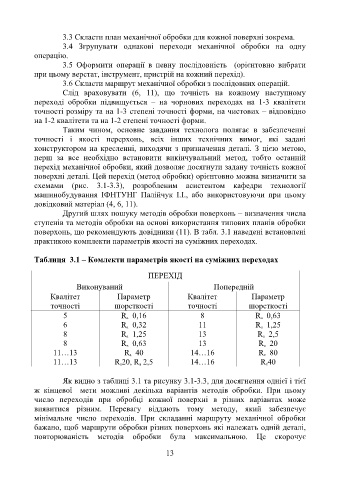
поверхонь, що рекомендують довідники (11). В табл. 3.1 наведені встановлені
практикою комплекти параметрів якості на суміжних переходах.
Таблиця 3.1 – Комлекти параметрів якості на суміжних переходах
ПЕРЕХІД
Виконуваний Попередній
Квалітет Параметр Квалітет Параметр
точності шорсткості точності шорсткості
5 R a 0,16 8 R a 0,63
6 R a 0,32 11 R a 1,25
8 R a 1,25 13 R a 2,5
8 R z 0,63 13 R а 20
11…13 R a 40 14…16 R z 80
11…13 R a20, R a 2,5 14…16 R z40
Як видно з таблиці 3.1 та рисунку 3.1-3.3, для досягнення однієї і тієї
ж кінцевої мети можливі декілька варіантів методів обробки. При цьому
число переходів при обробці кожної поверхні в різних варіантах може
виявитися різним. Перевагу віддають тому методу, який забезпечує
мінімальне число переходів. При складанні маршруту механічної обробки
бажано, щоб маршрути обробки різних поверхонь які належать одній деталі,
повторюваність методів обробки була максимальною. Це скорочує
13