
Page 41 - 6847
P. 41
діаметр, частота обертання шпинделя поступово зростає, її попередньо задають
як для найменшого діаметра (при зовнішній обробці), так і для найбільшого
(при внутрішній). ПТЦ встановлюють по осі X – на діаметрі заготівки, по осі Z
– із зазором 2....3 мм за її торцем.
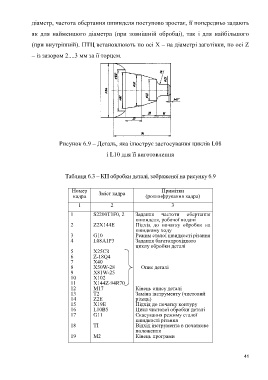
Рисунок 6.9 – Деталь, яка ілюструє застосування циклів L08
і L10 для її виготовлення
Таблиця 6.3 – КП обробки деталі, зображеної на рисунку 6.9
Номер Зміст кадра Примітки
кадра (розшифрування кадра)
1 2 3
1 S2200T1F0, 2 Задання частоти обертання
шпинделя, робочої подачі
2 Z2X144E Підхід до початку обробки на
швидкому ходу
3 G10 Режим сталої швидкості різання
4 L08A1P3 Задання багатопрохідного
циклу обробки деталі
5 Х25СЗ
6 Z-18Q4
7 Х40
8 X50W-28 Опис деталі
9 X81W-25
10 Х102
11 X144Z-94R70
12 М17 Кінець опису деталі
13 Т2 Заміна інструменту (чистовий
14 Z2E різець)
15 Х19E Підхід до початку контуру
16 L10B5 Цикл чистової обробки деталі
17 G11 Скасування режиму сталої
швидкості різання
18 ТІ Відхід інструмента в початкове
положення
19 М2 Кінець програми
41