
Page 40 - 6847
P. 40
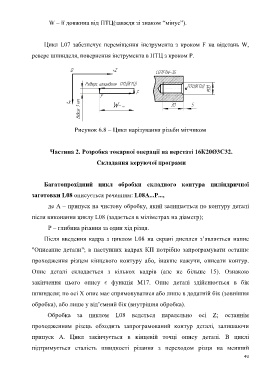
W – її довжина від ПТЦ(завжди зі знаком “мінус”).
Цикл L07 забезпечує переміщення інструмента з кроком F на відстань W,
реверс шпинделя, повернення інструмента в ПТЦ з кроком Р.
Рисунок 6.8 – Цикл нарізування різьби мітчиком
Частина 2. Розробка токарної операції на верстаті 16К20Ø3С32.
Складання керуючої програми
Багатопрохідний цикл обробки складного контура циліндричної
заготовки L08 описується реченням: L08A...P...,
де А – припуск на чистову обробку, який залишається по контуру деталі
після виконання циклу L08 (задається в міліметрах на діаметр);
Р – глибина різання за один хід різця.
Після введення кадра з циклом L08 на екрані дисплея з’являється напис
"Описание детали"; в наступних кадрах КП потрібно запрограмувати останнє
проходження різцем кінцевого контуру або, інакше кажучи, описати контур.
Опис деталі складається з кількох кадрів (але не більше 15). Ознакою
закінчення цього опису є функція М17. Опис деталі здійснюється в бік
шпинделя; по осі X опис має спрямовуватися або лише в додатній бік (зовнішня
обробка), або лише у від’ємний бік (внутрішня обробка).
Обробка за циклом L08 ведеться паралельно осі Z; останнім
проходженням різець обходить запрограмований контур деталі, залишаючи
припуск А. Цикл закінчується в кінцевій точці опису деталі. В циклі
підтримується сталість швидкості різання з переходом різця на менший
40