
Page 39 - 6847
P. 39
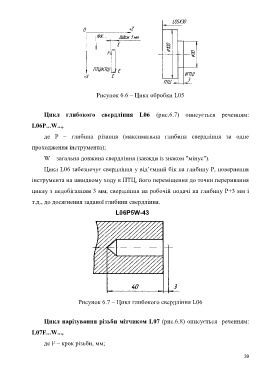
Рисунок 6.6 – Цикл обробки L05
Цикл глибокого свердління L06 (рис.6.7) описується реченням:
L06P...W...,
де Р – глибина різання (максимальна глибина свердління за одне
проходження інструмента);
W – загальна довжина свердління (завжди із знаком "мінус").
Цикл L06 забезпечує свердління у від’ємний бік на глибину Р, повернення
інструмента на швидкому ходу в ПТЦ, його переміщення до точки переривання
циклу з недобіганням 3 мм, свердління на робочій подачі на глибину Р+3 мм і
т.д., до досягнення заданої глибини свердління.
L06P5W-43
Рисунок 6.7 – Цикл глибокого свердління L06
Цикл нарізування різьби мітчиком L07 (рис.6.8) описується реченням:
L07F...W...,
де F – крок різьби, мм;
39