
Page 82 - 6815
P. 82
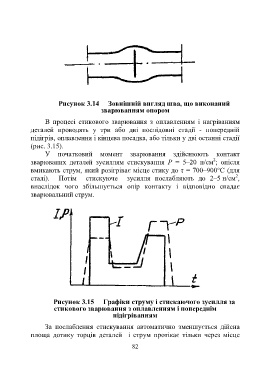
Рисунок 3.14 Зовнішній вигляд шва, що виконаний
зварюванням опором
В процесі стикового зварювання з оплавленням і нагріванням
деталей проводять у три або дві послідовні стадії - попередній
підігрів, оплавлення і кінцева посадка, або тільки у дві останні стадії
(рис. 3.15).
У початковий момент зварювання здійснюють контакт
2
зварюваних деталей зусиллям стискування Р = 5–20 н/см ; опісля
вмикають струм, який розігріває місце стику до τ = 700–900°С (для
2
сталі). Потім стискуюче зусилля послабляють до 2–5 н/см ,
внаслідок чого збільшується опір контакту і відповідно спадає
зварювальний струм.
Рисунок 3.15 Графіки струму і стискаючого зусилля за
стикового зварювання з оплавленням і попереднім
підігріванням
За послаблення стискування автоматично зменшується дійсна
площа дотику торців деталей і струм протікає тільки через місце
82