
Page 77 - 6815
P. 77
3.1.3.2 Аргоно-дугове зварювання нерозплавленим електродом
За такого способу зварювання дуга горить між кінцем
вольфрамового електрода та виробом у захисному середовищі
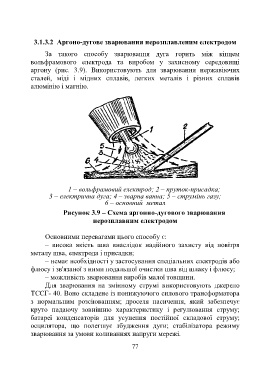
аргону (рис. 3.9). Використовують для зварювання нержавіючих
сталей, міді і мідних сплавів, легких металів і різних сплавів
алюмінію і магнію.
1 – вольфрамовий електрод; 2 – пруток-присадка;
3 – електрична дуга; 4 – зварна ванна; 5 – струмінь газу;
6 – основний метал
Рисунок 3.9 – Схема аргонно-дугового зварювання
нерозплавним електродом
Основними перевагами цього способу є:
– висока якість шва внаслідок надійного захисту від повітря
металу шва, електрода і присадки;
– немає необхідності у застосування спеціальних електродів або
флюсу і зв'язаної з ними подальшої очистки шва від шлаку і флюсу;
– можливість зварювання виробів малої товщини.
Для зварювання на змінному струмі використовують джерело
ТССГ- 40. Воно складене із понижуючого силового трансформатора
з нормальним розсіюванням; дроселя насичення, який забезпечує
круто падаючу зовнішню характеристику і регулювання струму;
батареї конденсаторів для усунення постійної складової струму;
осцилятора, що полегшує збудження дуги; стабілізатора режиму
зварювання за умови коливаннях напруги мережі.
77