
Page 76 - 6815
P. 76
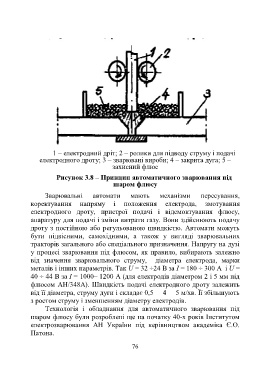
1 – електродний дріт; 2 – ролики для підводу струму і подачі
електродного дроту; 3 – зварювані вироби; 4 – закрита дуга; 5 –
захисний флюс
Рисунок 3.8 – Принцип автоматичного зварювання під
шаром флюсу
Зварювальні автомати мають механізми пересування,
коректування напряму і положення електрода, змотування
електродного дроту, пристрої подачі і відсмоктування флюсу,
апаратуру для подачі і зміни витрати газу. Вони здійснюють подачу
дроту з постійною або регульованою швидкістю. Автомати можуть
бути підвісними, самохідними, а також у вигляді зварювальних
тракторів загального або спеціального призначення. Напругу на дузі
у процесі зварювання під флюсом, як правило, вибирають залежно
від значення зварювального струму, діаметра електрода, марки
металів і інших параметрів. Так U = 32 ÷24 В за І = 180 ÷ 300 А і U =
40 ÷ 44 В за І = 1000– 1200 А (для електродів діаметром 2 і 5 мм під
флюсом АН/348А). Швидкість подачі електродного дроту залежить
від її діаметра, струму дуги і складає 0,5 4 5 м/хв. Її збільшують
з ростом струму і зменшенням діаметру електродів.
Технологія і обладнання для автоматичного зварювання під
шаром флюсу були розроблені ще на початку 40-х років Інститутом
електрозварювання АН України під керівництвом академіка Є.О.
Патона.
76