
Page 118 - 6815
P. 118
Процес ультразвукового зварювання проводять за нормальної
температури. Поверхні, що з'єднують, стискають з відносно
невеликим тиском і утворюють коливний зсув одну відносно іншої з
ультразвуковою частотою (15-30 кГц) і дуже малою (мікрометри)
амплітудою переміщення. Поперечні коливання зсуву у зоні
контакту з'єднувальних поверхонь викликають пластичні
деформації мікрооб'ємів, подрібнення крихких оксидних плівок на
поверхнях, що труться, і утворення загальних кристалів, які міцно
з'єднують зварювальні елементи. У процесі ультразвукового
зварювання відбувається місцеве підвищення температури у зоні
з'єднання, проте процес проходить без помітного загального
підвищення температури. Тому ультразвукове зварювання відносять
до так званого холодного зварювання.
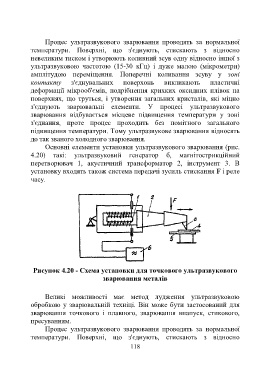
Основні елементи установки ультразвукового зварювання (рис.
4.20) такі: ультразвуковий генератор б, магнітострикційний
перетворювач 1, акустичний трансформатор 2, інструмент 3. В
установку входять також система передачі зусиль стискання F і реле
часу.
Рисунок 4.20 - Схема установки для точкового ультразвукового
зварювання металів
Великі можливості має метод лудження ультразвуковою
обробкою у зварювальній техніці. Він може бути застосований для
зварювання точкового і плавного, зварювання внапуск, стикового,
пресуванням.
Процес ультразвукового зварювання проводять за нормальної
температури. Поверхні, що з'єднують, стискають з відносно
118