
Page 115 - 6815
P. 115
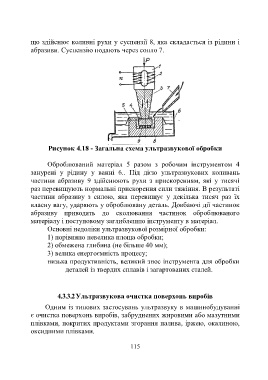
що здійснює коливні рухи у суспензії 8, яка складається із рідини і
абразиви. Суспензію подають через сопло 7.
Рисунок 4.18 - Загальна схема ультразвукової обробки
Оброблюваний матеріал 5 разом з робочим інструментом 4
занурені у рідину у ванні 6.. Під дією ультразвукових коливань
частини абразиву 9 здійснюють рухи з прискоренням, які у тисячі
раз перевищують нормальні прискорення сили тяжіння. В результаті
частини абразиву з силою, яка перевищує у декілька тисяч раз їх
власну вагу, ударяють у оброблювану деталь. Довбаючі дії частинок
абразиву приводять до сколювання частинок оброблюваного
матеріалу і поступовому заглибленню інструменту в матеріал.
Основні недоліки ультразвукової розмірної обробки:
1) порівняно невелика площа обробки;
2) обмежена глибина (не більше 40 мм);
3) велика енергоємність процесу;
низька продуктивність, великий знос інструмента для обробки
деталей із твердих сплавів і загартованих сталей.
4.3.3.2 Ультразвукова очистка поверхонь виробів
Одним із типових застосувань ультразвуку в машинобудуванні
є очистка поверхонь виробів, забруднених жировими або мазутними
плівками, покритих продуктами згорання палива, іржею, окалиною,
оксидними плівками.
115