
Page 94 - 6794
P. 94
одночасним пробиванням отворів чи виконанням інших операцій на більшій
полиці.
Невелику заготовку доцільно встановлювати в матрицю під кутом (рис.
3.16), а штампування здійснювати без її притискання.
Технологічне зусилля Ь-подібного згинання без притискання заготовки
розраховується за формулою (3.12).
Розрізняють 3 схеми штампів для Ь-подібного гнуття із притискання
заготовки:
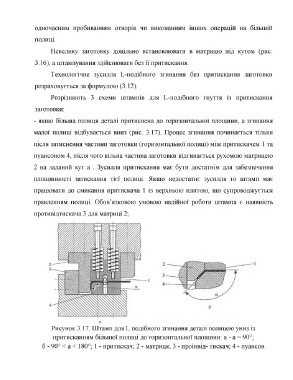
- якщо більша полиця деталі притиснена до горизонтальної площини, а згинання
малої полиці відбувається вниз (рис. 3.17). Процес згинання починається тільки
після затиснення частини заготовки (горизонтальної полиці) між притискачем 1 та
пуансоном 4, після чого вільна частина заготовки відгинається рухомою матрицею
2 на заданий кут а . Зусилля притискання має бути достатнім для забезпечення
площинності затискання тієї полиці. Якщо недостатнє зусилля то штамп має
працювати до смикання притискача 1 із верхньою плитою, що супроводжується
правленням полиці. Обов’язковою умовою надійної роботи штампа є наявність
противідтискача 3 для матриці 2;
а
Рисунок 3.17. Штамп для Ь подібного згинання деталі полицею униз із
притисканням більшої полиці до горизонтальної площини: а - а = 90°;
6-90° < а < 180°; 1 - притискач; 2 - матриця; 3 - проіивід- тискач; 4 - пуансон