
Page 98 - 6794
P. 98
Іім + ш + Р .м , ( З Д7 )
де т - величина запасу глибини матриці
т = 3 • Б , (3,18)
Им - радіус заокруглення матриці. У діапазоні Б = 1... 10 мм
Бім = (2.5...3) • Б , (3,19)
Умова (3,17) забезпечує прямолінійність формування полиць.
Однак, із підвищенням висоти полиць збільшується величина ходу преса.
Ураховуючи те, що більшість малих кривошипних пресів, на яких, як правило,
виконують згинання, мають відносно малий хід, а також той випадок, коли до
прямолінійності полиць не висувають високих вимог, доцільно для згинання
деталей із довгими полицями приймати глибину матриці Нм значно меншу, ніж
висота полиць (рис. 3.22)
ІЇм = к + И м, (3,20)
де к - глибина прямолінійної частини матриці, яку визначають за таблицею 3.18;
Ям - радіус закруглення матриці, який розраховують за формулою (3.19).
За даними роботи нижче наведено рекомендації щодо конструктивного
виконання геометричних параметрів» робочої зони штампів для П-подібного
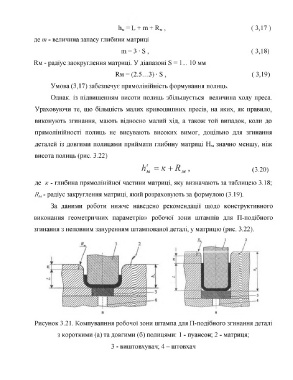
згинання з неповним зануренням штампованої деталі, у матрицю (рис. 3.22).
Рисунок 3.21. Компувапння робочої зони штампа для П-подібного згинання деталі
з короткими (а) та довгими (б) полицями: 1 - пуансон; 2 - матриця;
З - виштовхувач; 4 - штовхач