
Page 89 - 6794
P. 89
де а, - кут згину деталі;
Аа- кут пружинення, що визначається за довідниками, причому знак "+"
означає додатне пружинення, коли зі зніманням навантаження кут між полицями
підвищується, а знак - відємне пружинення, коли зі зніманням навантаження кут
між полицями зменшується.
Межове відхилення кутів а„ та ам приймають 0,3...0,5 від відповідного
межового відхилення кут згину штамповальної деталі, зазначеного на її кресленні.
Радіус закруглення пуансона Яп приймають рівним радіусу закруглення Я
штампувальної деталі.
Радіус закруглення матриці
Ям = (0,6...0,8) • (Біп + Б) (3.6)
Радіус закруглення ребра матриці К приймають орієнтовно із залежності
Я = (1...2) • Б (3.7)
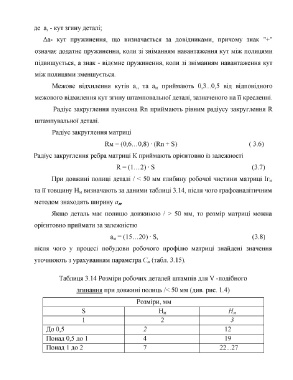
При довжині полиці деталі / < 50 мм глибину робочої чистини матриці Ігм
та її товщину Нм визначають за даними таблиці 3.14, після чого графоаналітичним
методом знаходять ширину ам.
Якщо деталь має полицю довжиною / > 50 мм, то розмір матриці можна
орієнтовно приймати за залежністю
ам = (15...20) • Б, (3.8)
після чого у процесі побудови робочого профілю матриці знайдені значення
уточнюють з урахуванням параметра См (табл. 3.15).
Таблиця 3.14 Розміри робочих деталей штампів для V -подібного
згинання при довжині полиць /< 50 мм (див. рис. 1.4)
Розміри, мм
Б Нм Нм
1 2 3
До 0,5 2 12
Понад 0,5 до 1 4 19
Понад 1 до 2 7 22...27