
Page 16 - 6794
P. 16
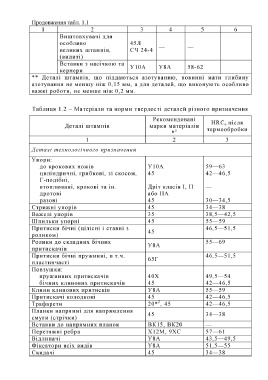
Продовження табл. 1.1
1 2 3 4 5 6
Виштовхувані для
особливо 45Л
великих штампів, СЧ 24-4 — —
(вилиті)
Вставки з насічкою та У10А У8А 58-62
кернери
** Деталі штампів, що піддаються азотуванню, повинні мати глибину
азотування не меншу ніж 0,15 мм, а для деталей, що виконують особливо
важкі роботи, не менше ніж 0,2 мм.__________________________________________
Таблиця 1.2 - Матеріали та норми твердості деталей різного призначення
Рекомендовані
Деталі штампів марки матеріалів HR.Ce після
термообробки
1 2 3
Деталі технологічного призначення
Упори:
до крокових ножів У10А 59— 63
циліндричні, грибкові, зі скосом, 45 42— 46,5
Г-подібні,
втоплювані, крокові та ін. Дріт класів І, II —
дротові або ІІА
разові 45 30— 34,5
Стрижні упорів 45 34— 38
Важелі упорів 35 38,5— 42,5
Ш пильки упорні 45 55— 59
Притиски бічні (цілісні і ставні з 46,5— 51,5
роликом) 45
Ролики до складних бічних У8А 55— 69
притискачів
Притиски бічні пружинні, в т.ч. 46,5— 51,5
пластинчасті 65Г
Повзушки:
пружинних притискачів 40Х 49,5— 54
бічних клинових притискачів 45 42— 46,5
Клини клинових притисків У8А 55— 59
Притискачі колодкові 45 42— 46,5
Трафарети 20*2, 45 42— 46,5
Планки напрямні для напрямлення
смуги (стрічки) 45 34— 38
Вставки до напрямних планок ВК15, ВК20 —
Перетяжні ребра Х12М, 9ХС 57— 61
Відлипачі У8А 43,5— 49,5
Фіксатори всіх видів У8А 51,5— 55
Скидачі 45 34— 38