
Page 13 - 6794
P. 13
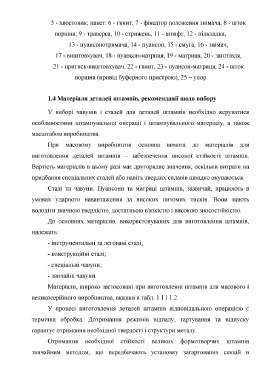
5 - хвостовик; пакет: 6 - гвинт; 7 - фіксатор положення знімача, 8 - шток
поршня; 9 - траверса, 10 - стрижень, 11 - штифт, 12 - підкладка,
13 - пуансонотримача, 14 - пуансон, 15 - смуга, 16 - знімач,
17 - виштовхувач, 18 - пуансон-матриця, 19 - матриця, 20 - заготівля,
21 - притиск-виштовхувач, 22 - гвинт, 23 - пуансон-матриця, 24 - шток
поршня (привід буферного пристрою), 25 - упор
1.4 Матеріали деталей штампів, рекомендації щодо вибору
У виборі чавунів і сталей для деталей штампів необхідно керуватися
особливостями штампувальної операції і штампувального матеріалу, а також
масштабом виробництва.
При масовому виробництві основна вимога до матеріалів для
виготовлення деталей штампів - забезпечення високої стійкості штампів.
Вартість матеріалів в цьому разі має другорядне значення, оскільки витрати на
придбання спеціальних сталей або навіть твердих сплавів швидко окупаються.
Сталі та чавуни. Пуансони та матриці штампів, зазвичай, працюють в
умовах ударного навантаження за високих питомих тисків. Вони мають
володіти значною твердістю, достатньою в'язкістю і високою зносостійкістю.
До основних матеріалів, використовуваних для виготовлення штампів,
належать:
- інструментальні та леговані сталі;
- конструкційні сталі;
- спеціальні чавуни;
- звичайні чавуни.
Матеріали, широко застосовані при виготовленні штампів для масового і
великосерійного виробництва, вказані в табл. 1.1 і 1.2.
У процесі виготовлення деталей штампів відповідальною операцією є
термічна обробка. Дотримання режимів відпалу, гартування та відпуску
гарантує отримання необхідної твердості і структури металу.
Отримання необхідної стійкості великих формотворчих штампів
звичайним методом, що передбачають установку загартованих секцій в