
Page 125 - 6794
P. 125
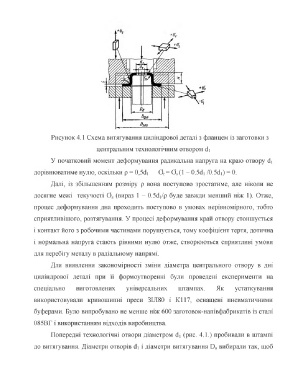
Рисунок 4.1 Схема витягування циліндрової деталі з фланцем із заготовки з
центральним технологічним отвором сії
У початковий момент деформування радикальна напруга на краю отвору сії
дорівнюватиме нулю, оскільки р = 0,5с1і Ог= 0 8 (1 - 0.5с1і /0.5с1і) = 0.
Далі, із збільшенням розміру р вона поступово зростатиме, але ніколи не
досягне межі текучості С8 (вираз 1 - 0.5с1і/р буде завжди менший ніж 1). Отже,
процес деформування дна проходить поступово в умовах нерівномірного, тобто
сприятливішого, розтягування. У процесі деформування край отвору стоншується
і контакт його з робочими частинами порушується, тому коефіцієнт тертя, дотична
і нормальна напруга стають рівними нулю отже, створюються сприятливі умови
для перебігу металу в радіальному напрямі.
Для виявлення закономірності зміни діаметра центрального отвору в дні
циліндрової деталі при її формоутворенні були проведені експерименти на
спеціально виготовлених універсальних штампах. Як устаткування
використовували кривошипні преси ЗІЛ80 і К117, оснащені пневматичними
буферами. Було випробувано не менше ніж 600 заготовок-напівфабрикатів із сталі
085ВГ і використанням відходів виробництва.
Попередні технологічні отвори діаметром (іі (рис. 4.1.) пробивали в штампі
до витягування. Діаметри отворів сії і діаметри витягування Ои вибирали так, щоб