
Page 53 - 6767
P. 53
Ф – дійсний річний фонд часу роботи верстату з врахуванням
д.о.
кількості змін, год.
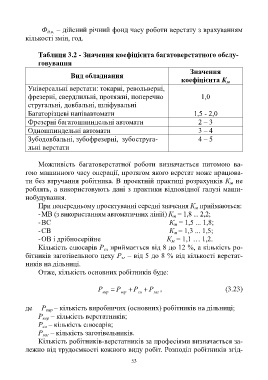
Таблиця 3.2 - Значення коефіцієнта багатоверстатного обслу-
говування
Значення
Вид обладнання
коефіцієнта К
м
Універсальні верстати: токарні, револьверні,
фрезерні, свердлильні, протяжні, поперечно 1,0
стругальні, довбальні, шліфувальні
Багаторізцеві напівавтомати 1,5 - 2,0
Фрезерні багатошпиндельні автомати 2 – 3
Одношпиндельні автомати 3 – 4
Зубодовбальні, зубофрезерні, зубоструга- 4 – 5
льні верстати
Можливість багатоверстатної роботи визначається питомою ва-
гою машинного часу операції, протягом якого верстат може працюва-
ти без втручання робітника. В проектній практиці розрахунків К не
м
роблять, а використовують дані з практики відповідної галузі маши-
нобудування.
При попередньому проектуванні середні значення К приймаються:
м
- МВ (з використанням автоматичних ліній) К = 1,8 ... 2,2;
м
- ВС К = 1,5 ... 1,8;
м
- СВ К = 1,3 ... 1,5;
м
- ОВ і дрібносерійне К = 1,1 … 1,2.
м
Кількість слюсарів Р приймається від 8 до 12 %, а кількість ро-
сл
бітників заготівельного цеху Р – від 5 до 8 % від кількості верстат-
зг
ників на дільниці.
Отже, кількість основних робітників буде:
Р Р Р Р , (3.23)
вир вер сл заг
де Р вир – кількість виробничих (основних) робітників на дільниці;
Р – кількість верстатників;
вер
Р – кількість слюсарів;
сл
Р – кількість заготівельників.
заг
Кількість робітників-верстатників за професіями визначається за-
лежно від трудоємкості кожного виду робіт. Розподіл робітників згід-
53