
Page 20 - 6732
P. 20
20
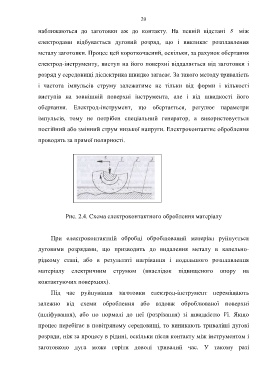
наближаються до заготовки аж до контакту. На певній відстані s між
електродами відбувається дуговий розряд, що і викликає розплавлення
металу заготовки. Процес цей короткочасний, оскільки, за рахунок обертання
електрод-інструменту, виступ на його поверхні віддаляється від заготовки і
розряд у середовищі діелектрика швидко загасає. За такого методу тривалість
і частота імпульсів струму залежатиме не тільки від форми і кількості
виступів на зовнішній поверхні інструмента, але і від швидкості його
обертання. Електрод-інструмент, що обертається, регулює параметри
імпульсів, тому не потрібен спеціальний генератор, а використовується
постійний або змінний струм низької напруги. Електроконтактне оброблення
проводять за прямої полярності.
Рис. 2.4. Схема електроконтактного оброблення матеріалу
При електроконтактній обробці оброблюваний матеріал руйнується
дуговими розрядами, що призводить до видалення металу в капельно-
рідкому стані, або в результаті нагрівання і подальшого розплавлення
матеріалу електричним струмом (внаслідок підвищеного опору на
контактуючих поверхнях).
Під час руйнування заготовки електрод-інструмент переміщають
залежно від схеми оброблення або вздовж оброблюваної поверхні
(шліфування), або по нормалі до неї (розрізання) зі швидкістю Vі. Якщо
процес перебігає в повітряному середовищі, то виникають триваліші дугові
розряди, ніж за процесу в рідині, оскільки після контакту між інструментом і
заготовкою дуга може горіти доволі тривалий час. У такому разі