
Page 18 - 6732
P. 18
18
місці найменшого зазору виникає електричний розряд. Через проміжок
протікає струм, тобто відбувається напрямлений рух електронів. В
електричному полі, що виникло у міжелектродному просторі, в напрямі,
зворотному до руху електронів, відбувається переміщення важчих частинок
– іонів. Електрони, що мають меншу масу, швидко досягають позитивно
зарядженої поверхні заготовки і нагрівають метал, викликаючи розплавлення
і випаровування його у місці проходження струму. В результаті утворюється
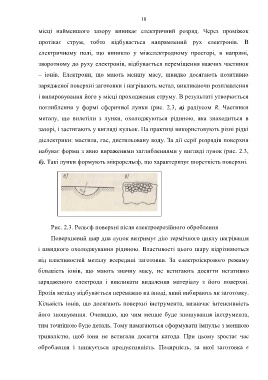
поглиблення у формі сферичної лунки (рис. 2.3, а) радіусом R. Частинки
металу, що вилетіли з лунки, охолоджуються рідиною, яка знаходиться в
зазорі, і застигають у вигляді кульок. На практиці використовують різні рідкі
діелектрики: мастила, гас, дистильовану воду. За дії серії розрядів поверхня
набуває форми з явно вираженими заглибленнями у вигляді лунок (рис. 2.3,
б). Такі лунки формують мікрорельєф, що характеризує шорсткість поверхні.
Рис. 2.3. Рельєф поверхні після електроерозійного оброблення
Поверхневий шар дна лунок витримує дію термічного циклу нагрівання
і швидкого охолоджування рідиною. Властивості цього шару відрізняються
від властивостей металу всередині заготовки. За електроіскрового режиму
більшість іонів, що мають значну масу, не встигають досягти негативно
зарядженого електрода і викликати видалення матеріалу з його поверхні.
Ерозія металу відбувається переважно на аноді, який вибирають як заготовку.
Кількість іонів, що досягають поверхні інструмента, визначає інтенсивність
його зношування. Очевидно, що чим менше буде зношування інструмента,
тим точнішою буде деталь. Тому намагаються сформувати імпульс з меншою
тривалістю, щоб іони не встигали досягти катода. При цьому зростає час
оброблення і знижується продуктивність. Полярність, за якої заготовка є