
Page 158 - 6732
P. 158
158
Точність обробки залежить від умов електролізу, гідродинамічних
характеристик потоку електроліту, конструкції інструменту-катода, способу
подачі електроліту в робочу зону та ін. Крім того, на точність обробки
можуть помітно впливати стан і структура матеріалу заготовки, шорсткість
робочої поверхні інструменту, щільність електричного струму і непостійність
2
міжелектродних зазорів. При щільності струму 0,3 МА/м точність становить
± 0,15 мм, а при 1,2- 1,3 МА/м2 - ± 0,08 мм.
Якість обробленої поверхні визначається її мікрогеометрією,
структурними та фізико-хімічними змінами, що виникли в результаті
обробки. Як правило, шорсткість поверхні після обробки цим методом
лежить в межах Rа = 0,63 - 0,32.
На шорсткість впливають фізико-хімічні властивості вихідної поверхні,
склад, властивості і стан електроліту, швидкість його руху в
міжелектродному зазорі, склад і стан продуктів анодного розчинення.
Шорсткість значно залежить від щільності технологічного струму і
швидкості електроліту. Чим вища щільність струму, тим менша висота
мікронерівностей обробленої поверхні. При збільшенні швидкості
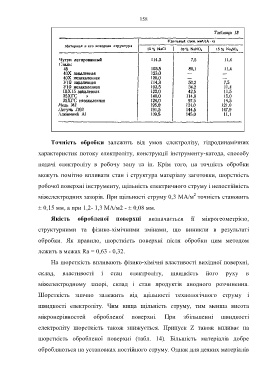
електроліту шорсткість також знижується. Припуск Z також впливає на
шорсткість обробленої поверхні (табл. 14). Більшість матеріалів добре
обробляються на установках постійного струму. Однак для деяких матеріалів