
Page 26 - 6712
P. 26
5) На роз’ємних площинах відкритих і плунжерних
пресформ необхідно передбачити канавки, розміщені кон-
центрично відносно формувальної порожнини, в які буде
видавлюватися надлишок гумової суміші при формуванні
виробу.
6) Пресформи для формування гумометалевих виробів
повинні мати конструктивні елементи для фіксації арматури у
формувальній порожнині.
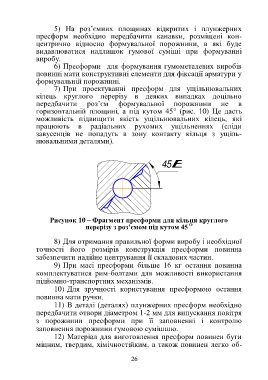
7) При проектуванні пресформ для ущільнювальних
кілець круглого перерізу в деяких випадках доцільно
передбачити роз’єм формувальної порожнини не в
горизонтальній площині, а під кутом 45° (рис. 10) Це дасть
можливість підвищити якість ущільнювальних кілець, які
працюють в радіальних рухомих ущільненнях (сліди
завусенців не попадуть в зону контакту кільця з ущіль-
нювальними деталями).
4 5 Е
Рисунок 10 – Фрагмент пресформи для кільця круглого
О
перерізу з роз’ємом під кутом 45
8) Для отримання правильної форми виробу і необхідної
точності його розмірів конструкція пресформи повинна
забезпечити надійне центрування її складових частин.
9) При масі пресформи більше 16 кг остання повинна
комплектуватися рим-болтами для можливості використання
підйомно-транспортних механізмів.
10) Для зручності користування пресформою остання
повинна мати ручки.
11) В деталі (деталях) плунжерних пресформ необхідно
передбачити отвори діаметром 1-2 мм для випускання повітря
з порожнини пресформи при її заповненні і контролю
заповнення порожнини гумовою сумішшю.
12) Матеріал для виготовлення пресформ повинен бути
міцним, твердим, хімічностійким, а також повинен легко об-
26