
Page 17 - 6712
P. 17
речних розмірів деталі і складає від 5-10 хвилин до декількох
годин.
Вулканізація може здійснюватись у формах або без них.
У тому випадку, коли деталь має складну конфігурацію і її
розміри суворо регламентуються, вулканізація здійснюється у
спеціальних формах. Такі вироби називаються формовими.
Якщо до зовнішнього вигляду і розмірів деталей вказані вище
вимоги не є обов’язковими, то їх виготовляють без форм. В
цьому випадку вироби називаються неформовими. Для потреб
машинобудування використовують виключно формові виро-
би.
До складу гумової суміші входять каучук та інгредієнти.
В залежності від способу виробництва і вихідної сировини
каучук буває натуральним і синтетичним. Натуральний каучук
отримують шляхом глибокої переробки латексу – молоко-
подібного соку каучукових дерев, які містять до 30 % каучуку.
В промисловості, в основному, використовують синтетичні
каучуки.
До складу гумової суміші крім каучука входять
інгредієнти, номенклатура яких налічує близько 350
найменувань. Якщо до гумових виробів не висувають високі
вимоги щодо фізико-механічних та інших технічних показ-
ників, то в якості інгредієнтів використовують крейду,
технічний вуглець (сажу) або каолін. Якщо гумовим виробам
необхідно придати конкретні специфічні властивості (термо-
стійкість, морозостійкість, колір та ін.), то до складу гумової
суміші вводять цільові інгредієнти.
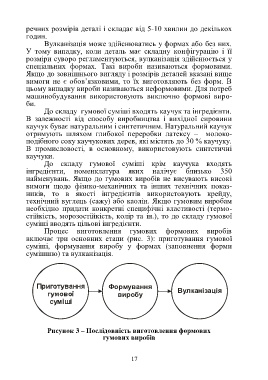
Процес виготовлення гумових формових виробів
включає три основних етапи (рис. 3): приготування гумової
суміші, формування виробу у формах (заповнення форми
сумішшю) та вулканізація.
Формування Вулканізація
виробу
Рисунок 3 – Послідовність виготовлення формових
гумових виробів
17