
Page 139 - 6609
P. 139
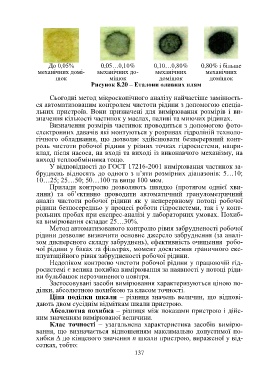
До 0,05% 0,05…0,10% 0,10…0,80% 0,80% і більше
механічних домі- механічних до- механічних механічних
шок мішок домішок домішок
Рисунок 8.20 – Еталони оливних плям
Сьогодні метод мікроскопічного аналізу найчастіше замінюєть-
ся автоматизованим контролем чистоти рідини з допомогою спеціа-
льних пристроїв. Вони призначені для вимірювання розмірів і ви-
значення кількості частинок у маслах, паливі та миючих рідинах.
Визначення розмірів частинок проводиться з допомогою фото-
електронних давачів які монтуються у розривах гідроліній техноло-
гічного обладнання, що дозволяє здійснювати безперервний конт-
роль чистоти робочої рідини у різних точках гідросистеми, напри-
клад, після насоса, на вході та виході із виконавчого механізму, на
виході теплообмінника тощо.
У відповідності до ГОСТ 17216-2001 вимірювання частинок за-
бруднень відносять до одного з п’яти розмірних діапазонів: 5…10;
10…25; 25…50; 50…100 та вище 100 мкм.
Прилади контролю дозволяють швидко (протягом однієї хви-
лини) та об’єктивно проводити автоматичний гранулометричний
аналіз чистоти робочої рідини як у неперервному потоці робочої
рідини безпосередньо у процесі роботи гідросистеми, так і у конт-
рольних пробах при експрес-аналізі у лабораторних умовах. Похиб-
ка вимірювання складає 25…30%.
Метод автоматизованого контролю рівня забрудненості робочої
рідини дозволяє визначити основне джерело забруднення (за аналі-
зом дисперсного складу забруднень), ефективність очищення робо-
чої рідини у баках та фільтрах, момент досягнення граничного екс-
плуатаційного рівня забрудненості робочої рідини.
Недоліком контролю чистоти робочої рідини у працюючій гід-
росистемі є велика похибка вимірювання за наявності у потоці ріди-
ни бульбашок нерозчиненого повітря.
Застосовувані засоби вимірювання характеризуються ціною по-
ділки, абсолютною похибкою та класом точності.
Ціна поділки шкали – різниця значень величин, що відпові-
дають двом сусіднім відміткам шкали пристрою.
Абсолютна похибка – різниця між показами пристрою і дійс-
ним значенням вимірюваної величини.
Клас точності – узагальнена характеристика засобів вимірю-
вання, що визначається відношенням максимально допустимої по-
хибки ∆ до кінцевого значення n шкали пристрою, вираженої у від-
сотках, тобто:
137