
Page 43 - 6559
P. 43
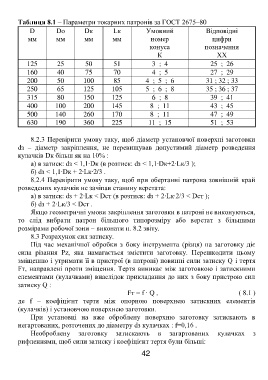
Таблиця 8.1 – Параметри токарних патронів за ГОСТ 2675–80
D Do Dк Lк Умовний Відповідні
мм мм мм мм номер цифри
конуса позначення
К ХХ
125 25 50 51 3 ; 4 25 ; 26
160 40 75 70 4 ; 5 27 ; 29
200 50 100 85 4 ; 5 ; 6 31 ; 32 ; 33
250 65 125 105 5 ; 6 ; 8 35 ; 36 ; 37
315 80 150 125 6 ; 8 39 ; 41
400 100 200 145 8 ; 11 43 ; 45
500 140 260 170 8 ; 11 47 ; 49
630 190 360 225 11 ; 15 51 ; 53
8.2.3 Перевірити умову таку, щоб діаметр установчої поверхні заготовки
dз – діаметр закріплення, не перевищував допустимий діаметр розведення
кулачків Dк більш як на 10% :
а) в затиск: dз < 1,1·Dк (в розтиск: dз < 1,1·Dк+2·Lк/3 );
б) dз < 1,1·Dк + 2·Lк·2/3 .
8.2.4 Перевірити умову таку, щоб при обертанні патрона зовнішній край
розведених кулачків не зачіпав станину верстата:
а) в затиск: dз + 2·Lк < Dст (в розтиск: dз + 2·Lк·2/3 < Dст );
б) dз + 2·Lк/3 < Dст .
Якщо геометричні умови закріплення заготовки в патроні не виконуються,
то слід вибрати патрон більшого типорозміру або верстат з більшими
розмірами робочої зони – виконати п. 8.2 звіту.
8.3 Розрахунок сил затиску.
Під час механічної обробки з боку інструмента (різця) на заготовку діє
сила різання Pz, яка намагається змістити заготовку. Перешкодити цьому
зміщенню і утримати її в пристрої (в патроні) повинні сили затиску Q і тертя
Fт, направлені проти зміщення. Тертя виникає між заготовкою і затискними
елементами (кулачками) внаслідок прикладання до них з боку пристрою сил
затиску Q :
Fт = f · Q , ( 8.1 )
де f – коефіцієнт тертя між опорною поверхнею затискних елементів
(кулачків) і установчою поверхнею заготовки.
При установці на вже оброблену поверхню заготовку затискають в
негартованих, розточених до діаметру dз кулачках : f=0,16 .
Необроблену заготовку затискають в загартованих кулачках з
рифленнями, щоб сили затиску і коефіцієнт тертя були більші:
42